Branschnyheter
-

Vilka är de oförstörande testmetoderna som är lämpliga för stora smide
Ultraljudstestning (UT): Användning av principerna för ultraljudspridning och reflektion i material för att upptäcka defekter. Fördelar: Det kan upptäcka inre defekter i smide, såsom porer, inneslutningar, sprickor, etc; Med hög detektionskänslighet och positioneringsnoggrannhet; Hela smidet kan...Läs mer -

Härdning av stålsmidedelar
Anlöpning är en värmebehandlingsprocess där arbetsstycket härdas och värms till en temperatur under Ac1 (starttemperaturen för perlit till austenit omvandling under uppvärmning), hålls under en viss tid och kyls sedan till rumstemperatur. Temperering följs i allmänhet...Läs mer -

Vilka är fördelarna med att tillverka smide med 4145H
4145H är ett strukturerat stål som huvudsakligen används för tillverkning och användning av verktyg för borrning av oljekällor. Stålet bearbetas i en ljusbågsugn och bearbetas genom mjuk raffineringsteknik. Dessutom används ofta oljeborrar för att förbättra borrkronornas prestanda. Vid användning av 4145H stål i dir...Läs mer -

Välj 4145H eller 4145H MOD för stabilisatorn
4145H och 4145H MOD är två olika stålspecifikationer som huvudsakligen används för applikationer med hög hållfasthet och hög temperatur inom petroleum- och naturgasindustrin. Deras skillnader ligger i följande aspekter: Kemisk sammansättning: Det finns en liten skillnad i den kemiska sammansättningen b...Läs mer -

Släckande och tempererande behandling
Härdnings- och härdningsbehandling avser en dubbel värmebehandlingsmetod för härdning och högtemperaturhärdning, som syftar till att säkerställa att arbetsstycket har goda omfattande mekaniska egenskaper. Högtemperaturtempering avser anlöpning mellan 500-650 ℃. Mest släckt och härdat...Läs mer -

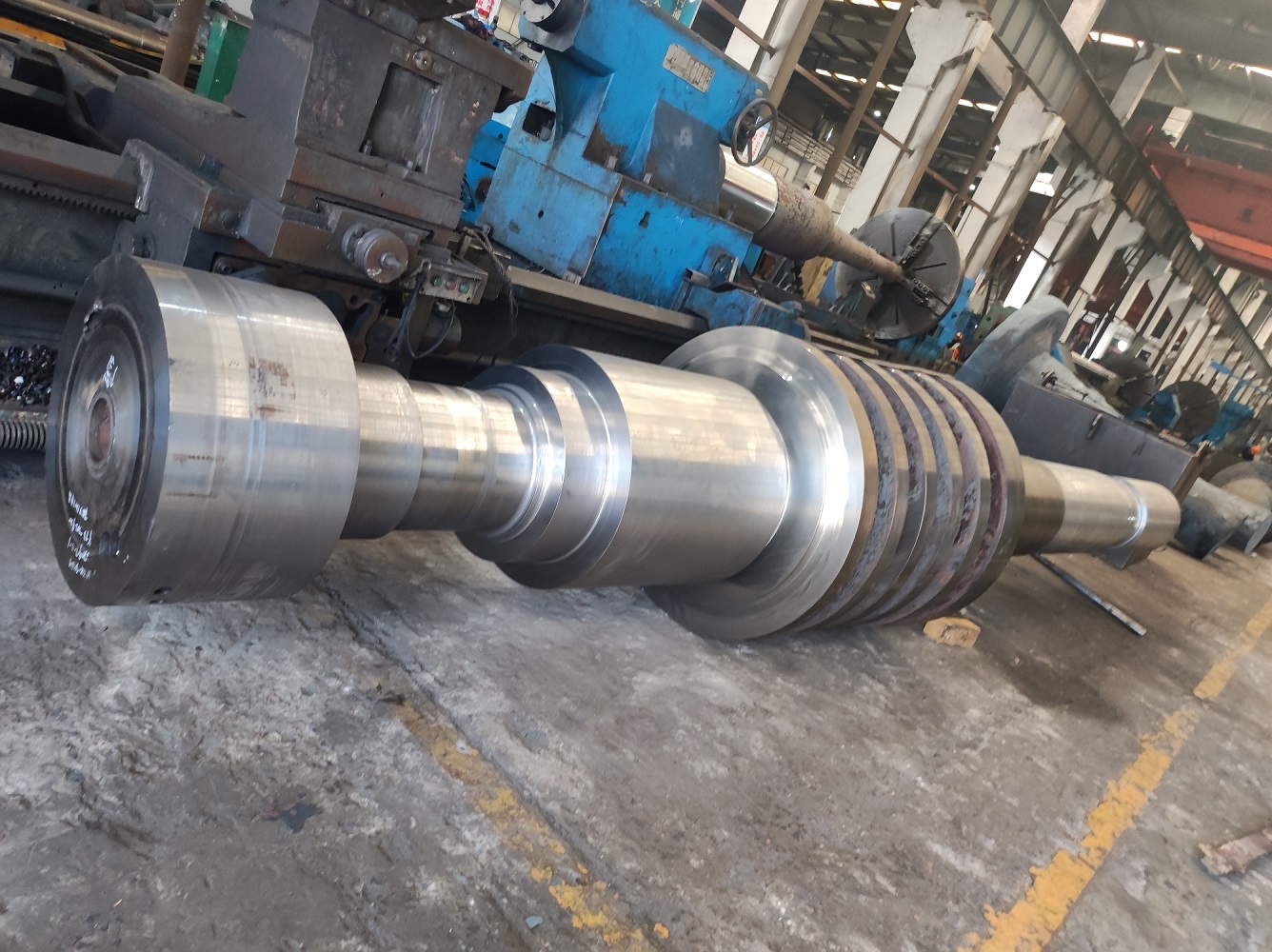
Axelsmide för hydrauliska turbiner och hydrauliska generatorer
1 Smältning 1.1 Alkalisk elektrisk ugnssmältning bör användas för smide av stål. 2 Smide 2.1 Tillräckligt skärutrymme bör finnas vid de övre och nedre ändarna av stålgötet för att säkerställa att det smidda stycket är fritt från krymphåligheter och kraftig segregation. 2.2 Smide...Läs mer -

Öppna smidesdelar
De grundläggande processerna för fri smide inkluderar rubbning, förlängning, stansning, bockning, vridning, förskjutning, skärning och smide. Fri smidesförlängning Förlängning, även känd som förlängning, är en smidesprocess som minskar ämnets tvärsnittsarea och ökar dess längd. Lång...Läs mer -
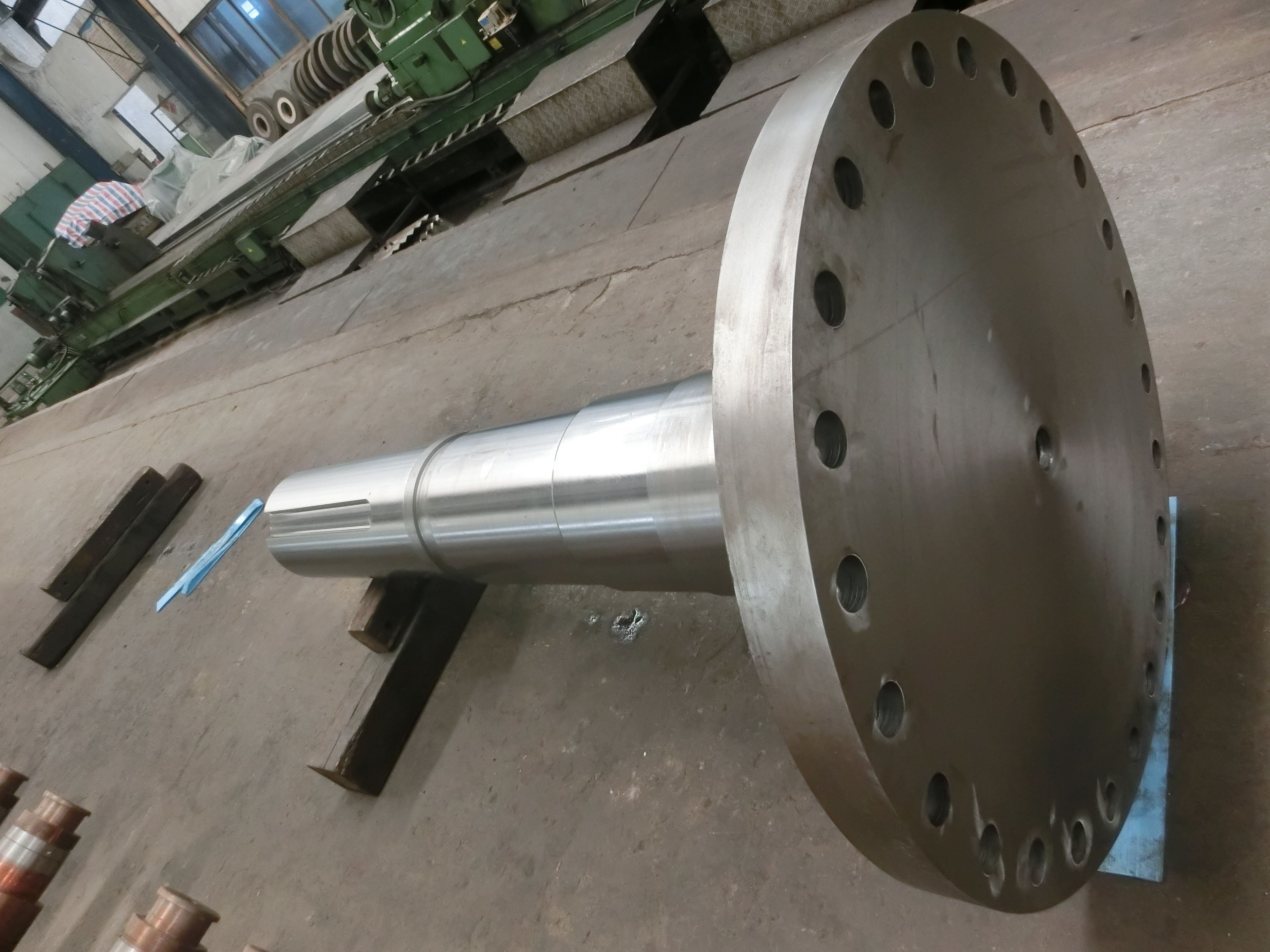
Smide för rotor av industriella ångturbiner
1. Smältning 1.1 För tillverkning av smidda delar rekommenderas alkalisk ljusbågsugnssmältning följt av extern raffinering för stålgöt. Andra metoder som säkerställer kvalitet kan också användas för smältning. 1.2 Före eller under gjutning av göt bör stålet o...Läs mer -

Normalisering av smidesdelen
Normalisering är en värmebehandling som förbättrar stålets seghet. Efter att ha värmt upp stålkomponenterna till en temperatur på 30-50 ℃ över Ac3-temperaturen, håll dem under en tid och luftkyl dem ur ugnen. Det huvudsakliga kännetecknet är att kylningshastigheten är snabbare än anna...Läs mer -
Vissa tekniska specifikationer För smidda tornflänsar på vindturbiner
Allmänna krav Företag som tillverkar fläns måste ha den tekniska kapacitet, produktionskapacitet och inspektions- och testkapacitet som krävs för produkterna, tillsammans med minst två års erfarenhet av smidesindustrin. Tillverkningsutrustning Fläns tillverkar...Läs mer -

Temperera sprödhet under smide och bearbetning av smide
På grund av förekomsten av anlöpningssprödhet under smide och bearbetning av smide, är de tillgängliga anlöpningstemperaturerna begränsade. För att förhindra att sprödheten ökar under anlöpning är det nödvändigt att undvika dessa två temperaturområden, vilket gör det svårt att justera mekanisk prop...Läs mer -

Vilka är uppvärmningsmetoderna för axelsmide?
Kontinuerlig rörlig uppvärmning används vanligtvis för induktionsuppvärmning av axelsmide, medan högfrekvent släckningsuppvärmning vanligtvis innebär att induktorn fixeras medan smidet rör sig. Mellanfrekvens och effektfrekvensuppvärmning, ofta förflyttad av sensorer, och smidet kan även rotera när det behövs...Läs mer



